

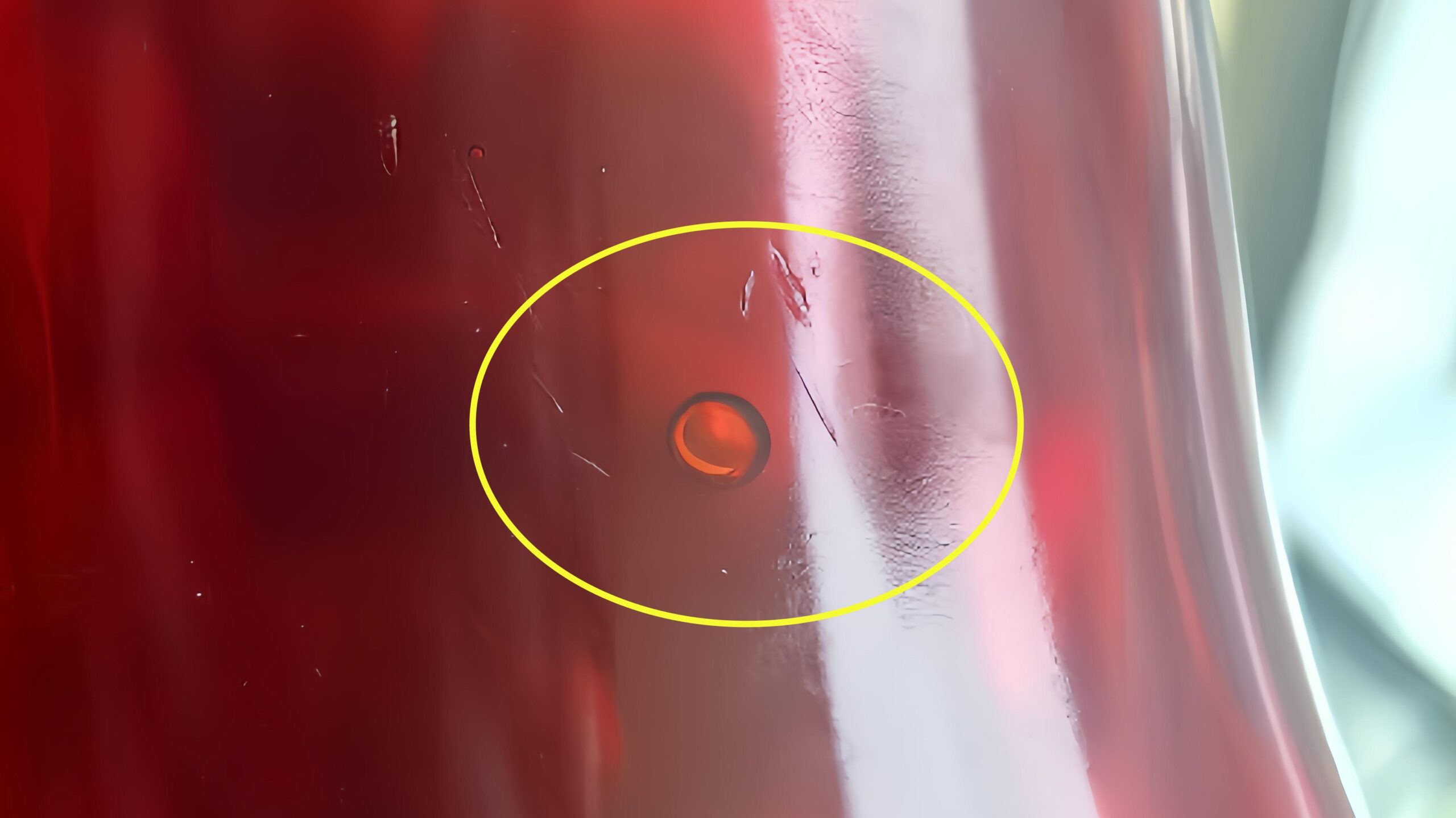
1. Why Bubbles Form in Molded Glass (And How to Fix Them)
Tiny bubbles can get trapped inside the material when making molded glass items (like bottles or lenses). These bubbles weaken the glass and make it look flawed. Here’s why this happens, explained:
(1) Undercooked” Glass
Problem: If the raw glass isn’t melted completely (like undercooked dough), leftover chunks or unmelted materials release gases as they break down. These gases form bubbles.
Fix:
Melt the glass at higher temperatures or for longer times to ensure it’s fully “cooked.”
Remove impurities (dirt, moisture) from raw materials before melting.
(2) “Clogged” Molds
Problem: Molds need tiny vents (like breathing holes) to let air escape as glass is pressed into shape. If these vents are blocked or poorly designed, trapped air becomes bubbles.
Fix:
Redesign molds with better vents or channels for air to escape.
Adjust the pressing speed—too fast traps air, like slamming a lid on a full container.
(3) Temperature & Pressure Mistakes
Problem: If the glass cools unevenly or is pressed with uneven force, gases can’t escape smoothly, creating bubbles.
Fix:
Keep molds at a stable temperature to avoid sudden cooling.
Use consistent pressure during molding to “squeeze out” air evenly.
Types of Bubbles
Small bubbles: Usually from unmelted materials.
Large bubbles: Often caused by trapped air in molds.
In short, Bubbles form when the glass isn’t fully melted or when molds can’t “breathe.” Fixing these issues is like baking a cake—proper mixing (melting), a good pan (mold design), and even heat ensure a smooth result!

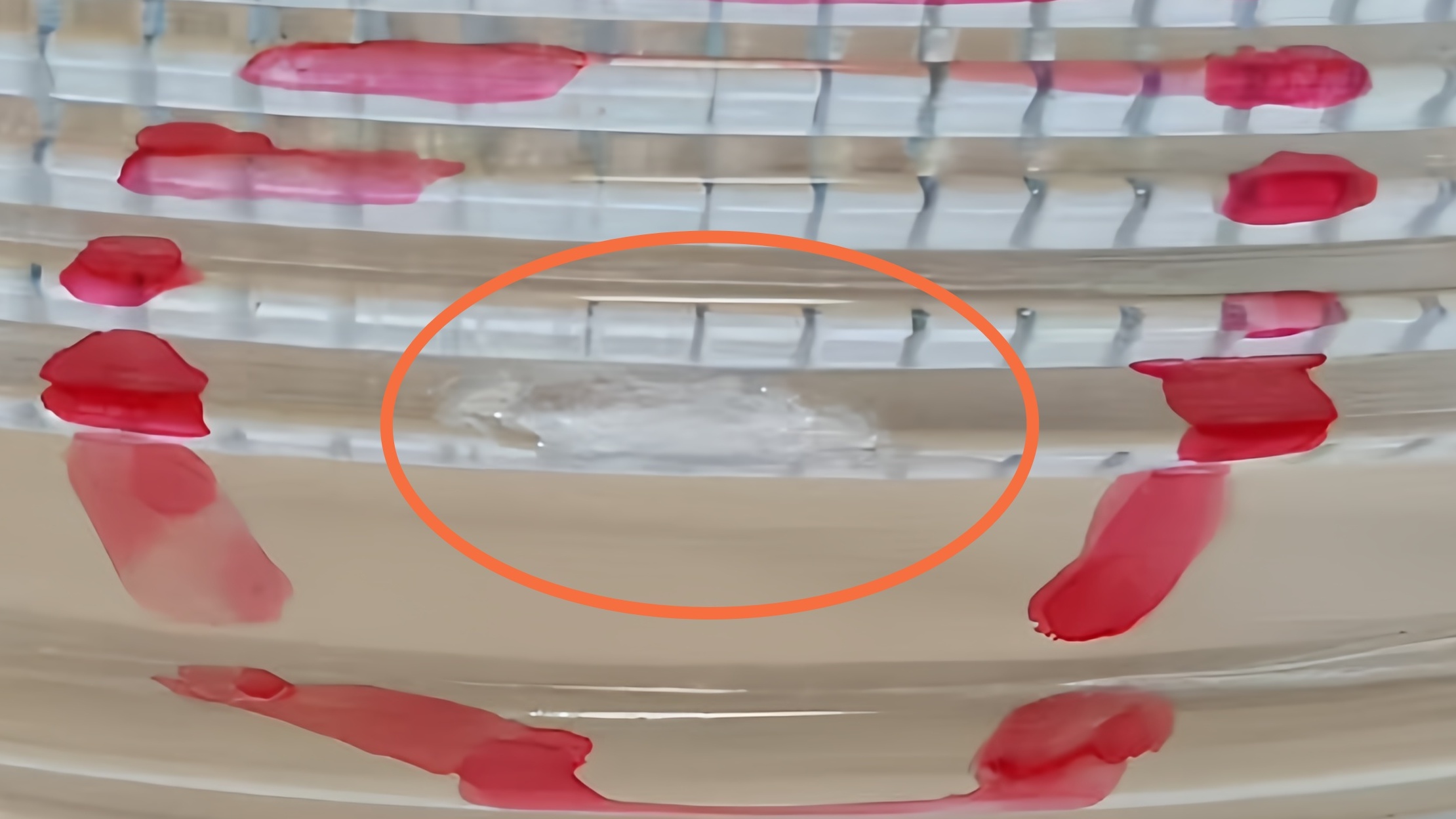
2. Why “Cold Lines” Appear on Molded Glass (And How to Fix Them)
In glass compression molding (such as bottle or lens manufacturing), cold lines (also known as “cold lines” or chill marks) appear as surface ripples or microcracks, mainly caused by the following reasons and corresponding measures:
Sudden cooling of the glass surface
Mechanism: When high-temperature glass contact a low-temperature mold, the surface solidifies rapidly, while the interior is still in a viscous flow state, causing stress concentration due to shrinkage differences.
Analogy: Similar to when hot syrup is poured into a cold container, the surface film forms, and the internal flow is blocked.
Mold temperature is too low
The mold temperature is significantly lower than the glass working temperature (such as 400–600°C for soda-lime glass), resulting in thermal shock effects.
Insufficient molding speed
The filling time is too long, and the glass cools locally during flow, forming flow wrinkles or fractures.
Mold surface roughness/contamination
Microscopic concave-convex structures or residues increase flow resistance and aggravate temperature gradients.
Uneven blank thickness
The core of a thick-walled blank dissipates heat slowly, and the difference in cooling rates between the surface and the core increases.
| Root Cause | Optimization Measures | Technical Reference |
| Low Mold Temperature | Preheat mold to glass working temperature ±20°C (Soda-lime: 400–600°C) with closed-loop temperature control | Mold surface thermocouple monitoring, gradient heating |
| Slow Filling Speed | Optimize hydraulic/pneumatic pressure curve (filling time < glass "viscosity time window") | High-speed camera monitoring, pressure peak adjustment |
| Glass Temp. Mismatch | Adjust molten glass temperature to 10³–10⁴ Pa·s viscosity range (Soda-lime: ~1050–1200°C) | IR thermometer feedback, heating power linkage |
| Poor Mold Surface | Polish to Ra <0.1μm, apply CrN coating, inert gas purging | CMM inspection every 1000 cycles |
| Improper Blank Design | Use thin-wall preforms (thickness ratio ≤1.5) or tapered blanks | FEA simulation for geometry optimization |


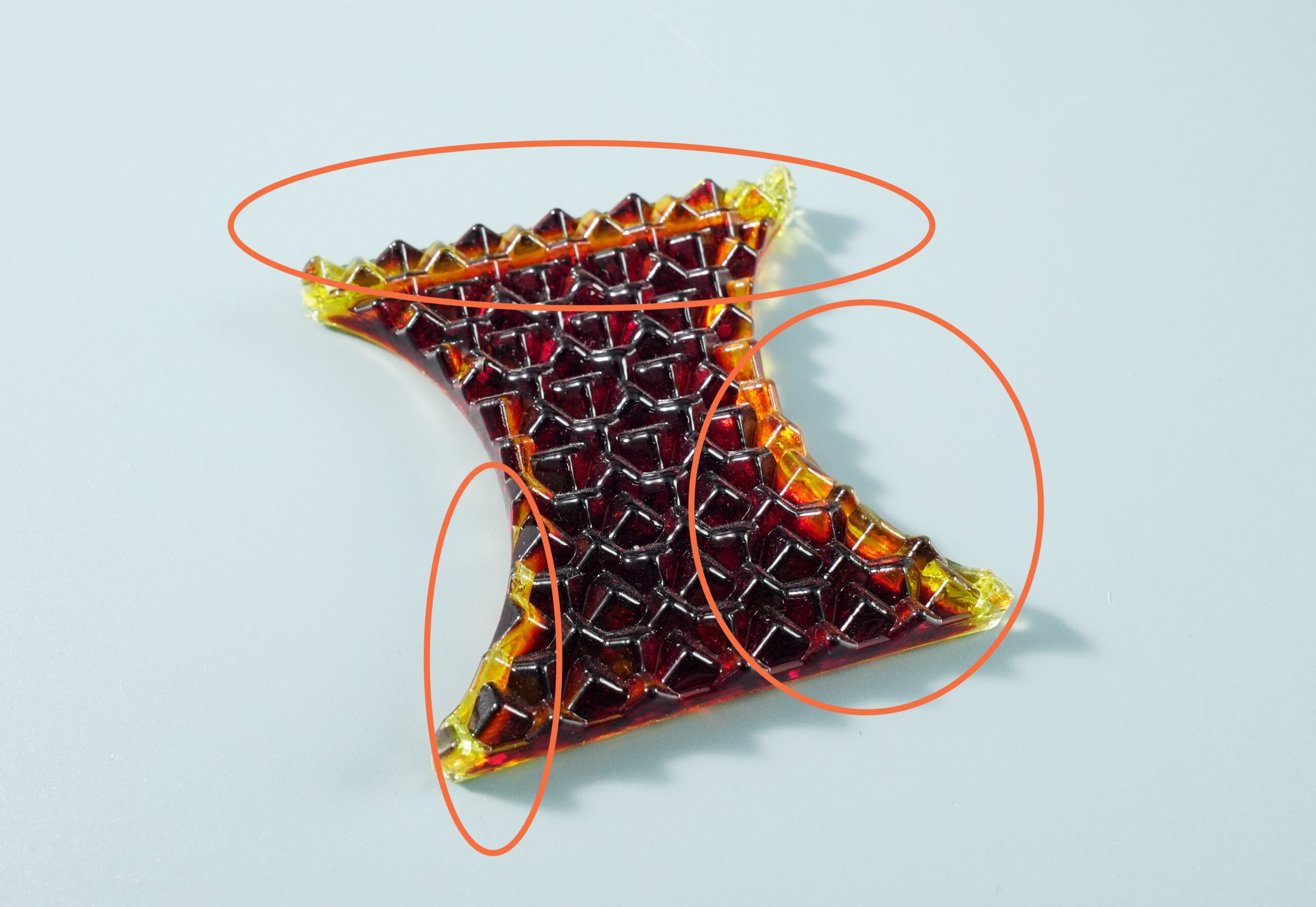
3. Why Chips and Cracks Form on Molded Glass (And How to Fix Them)
Causes of Chips and Cracks
Mold Misalignment
If the mold halves don’t close perfectly, the glass gets squeezed unevenly, creating stress points that crack.
Sharp Mold Edges
Rough or worn-out mold surfaces act like knives, cutting into the glass during pressing.
Poor Glass Quality
Impurities (stones, bubbles) in the raw glass create weak spots that crack under pressure.
Solutions
Check and Adjust Mold Alignment
Regularly inspect molds for wear and ensure they close evenly.
Use precision tools (e.g., laser alignment) for calibration.
Optimize Glass Temperature
Keep the glass within its “working range” (e.g., 1,000–1,200°C for soda-lime glass) to maintain flowability.
Preheat molds to avoid rapid cooling.
Polish Mold Surfaces
Smooth cut sharp edges and repair worn molds.
Apply non-stick coatings (e.g., graphite) to reduce friction.
Start with a lower force and gradually increase until the glass fills the mold without cracking.
Improve Raw Material Quality Filter molten glass to remove impurities.
Use high-purity raw materials to minimize weak spots.
4.Causes of Color Inhomogeneity in Pressed Glass Production
(1) Raw Material Issues
Cause:
Impurities in raw materials (e.g., iron, chromium) or inconsistent coloring agents (metal oxides).Poor mixing of colorants with the base glass batch.
Solution:
Use high-purity raw materials and pre-test batches for contaminants.
Automate mixing processes to ensure uniform distribution of colorants.
(2) Temperature Fluctuations
Cause:
Uneven heating in the furnace or rapid cooling during molding, causing inconsistent oxidation states of colorant ions (e.g., Fe²⁺ vs. Fe³⁺).
Solution:
Stabilize furnace temperature with advanced control systems (e.g., PID controllers).
Preheat molds to reduce thermal shock and maintain consistent cooling rates.
(3.)Mold Contamination
Cause:
Residual glass or debris stuck in molds from previous cycles, altering color locally.
Solution:
Clean molds thoroughly after each cycle using non-abrasive methods (e.g., ultrasonic cleaning).Apply mold-release coatings (e.g., graphite) to prevent sticking.
(4) Oxidation/Reduction Imbalance
Cause:
Variations in furnace atmosphere (oxygen levels) affect colorant stability (e.g., cobalt blue turning gray in low oxygen).
Solution:
Monitor and control furnace atmosphere (e.g., use gas sensors for O₂/CO levels).
Add oxidizing/reducing agents to stabilize colorant chemistry.
(5) Inhomogeneous Cooling
Cause:
Rapid or uneven cooling creates thermal gradients, leading to color banding.
Solution:
Optimize annealing processes (slow, controlled cooling in lehr ovens).
Use uniform cooling systems (e.g., forced-air circulation).
(6)Poor Colorant Stability
Cause:
Some colorants degrade at high temperatures (e.g., selenium-based reds).
Solution:
Switch to heat-stable colorants (e.g., ceramic pigments).
Adjust melting temperatures to match colorant tolerances.



